


闪光对焊机简介
闪光的主要作用是加热工件。在此阶段中,先接通电源,并使两工件端面轻微接触,形成许多接触点。电流通过时,接触点熔化,成为连接两端面的液体金属过梁。由于液体过梁中的电流密度,使过梁中的液体金属蒸发、过梁爆破。随着动夹钳的缓慢推进,过梁也不断产生与爆破。在蒸气压力和电磁力的作用下,液态金属微粒不断从接口间喷射出来。形成火花急流--闪光。
在闪光过程中,工件逐渐缩短,端头温度也逐渐升高。随着端头温度的升高,过梁爆破的速度将加快,动夹钳的推进速度也逐渐加大。在闪光过程结束前,使工件整个端面形成一层液体金属层,并在一定深度上使金属达到塑性变形温度。
由于过梁爆破时所产生的金属蒸气和金属微粒的强烈氧化,接口间隙中气体介质的含氧量减少,其氧化能力可降低,从而提高接头的质量。但闪光稳定而且强烈。所谓稳定是指在闪光过程中不发生断路和短路现象。断路会减弱焊接处的自保护作用,接头易被氧化。短路会使工件过烧,导致工件报废。所谓强烈是指在单位时间内有相当多的过梁爆破。闪光越强烈,焊接处的自保护作用越好,这在闪光后期尤为重要。
对焊毛坯端头的加工可以在剪床、冲床、车床上进行,也可以用等离子或气焰切割,然后清除端面。
闪光对焊时,因端部金属在闪光时被烧掉,故对端面清理要求不甚严格。但对夹钳和工件接触面的清理要求,应和电阻对焊一样。
1)程控降低电压闪光对焊这种焊接方法的特点是,闪光开始阶段采用较高的次级空载电压,以利于激起闪光,当端面温度升高后,再采用低电压闪光,并保持闪光速度不变,以提高热效率。接近顶锻时,再提高次级电压,使闪光强烈,以增加自保护作用。
程控降低电压闪光对焊与预热闪光对焊相比较,具有焊接时间短、需用功率低、加热均匀等优点。
2)脉冲闪光对焊 这种焊法的特点是,在动夹钳送进的行程中,通过液压振动装置,再叠加一个往复振动行程,振幅为0.25-1.2mm,频率为3-35Hz均匀可调。由于振动使焊件端面交替的短路和拉开,从而产生脉冲闪光。
脉冲闪光对焊与普通闪光对焊相比较,由于没有过梁的自发爆破,喷溅的微粒小、火口浅,因而热效率可提高一倍多,顶锻留量可缩小到2/3-1/2。
以上两种方法主要是为了满足大断面工件闪光对焊的需要。
3)矩形波闪光对焊 这种焊法与工频交流正弦波闪光对焊相比较,能显著提高闪光的稳定性。因为正弦波电源当电压接近零位时,将使闪光瞬间中断,而矩形波可在全周期内均匀产生闪光。与电压相位无关。
矩形波电源单位时间内的闪光次数比工频交流提高30%,喷溅的金属微粒细,火口浅、热。矩形波频率可在30-180Hz范围内调节。这种方法多用于薄板和铝合金轮圈的连续闪光对焊。
对焊机根据焊接方式不同分:闪光对焊机 钢筋对焊机 铜杆对焊机
闪光对焊主要是利用工件对口接触电阻产生热量加热工件,金属表面熔化,温度梯度大,热影响区比较小。
焊缝是在工件对口固相金属产生塑性变性条件下,形成共同晶粒。焊缝组织、成分接近基本金属(或者经过热处理),比较容易获得等强等塑焊接接头。
闪光过程具有排出空气,降低金属氧化的自保护功能。顶锻还能将氧化物随液体金属排出焊缝之外。焊缝夹杂、未焊透等缺陷较少。
闪光过程具有较强的自调节功能,对严格保持规范一致性要求较低,焊接质量稳定。单位焊接截面积需要电功率小,焊接低碳钢只需(0.1-0.3)KVA/mm2电功率。
焊接范围
焊接适用范围广,原则上能锻造的金属材料都可以用闪光对焊焊接。例如低碳钢、高碳钢、合金钢、不锈钢等有色金属及合金都可以用闪光对焊焊接。
焊接截面积范围大,一般从几十至几万mm2截面积都能焊接。
闪光对焊广泛应用于焊接各种板件、管件、型材、实心件、刀具等,应用十分广泛,是一种经济、率的焊接方法。
主要优点
1、 节能.散热器闪光对焊机采用的是两台125KVA的阻焊变压器为电源,气动压紧、顶锻,无液压站.相较于其它其它采用两台315KVA的单相交流阻焊变压器和两台功率为18KVA液压站的焊机, UN-250AB焊机可节电达78℅.
2、对电网的要求低.仅需250KVA的电网即可满足.
3、焊接精度高.采用可编程控制器PLC和进口步进电机来控制闪光过程,能设定烧化量和烧化速度;通过微电脑阻焊控制器来控制焊接电流.焊后片头的中心距误差可控制在在±0.2mm内,方便后续的组片焊接.
4、自动对中功能.焊接前管柱两端和两个片头端的间距一致,从而两端烧化量的一致.
5、焊接.由于工件的压紧采用的是倍力气缸,其反应速度明显快于液压缸.
6、操作及维修服务方便.由于无液压站,产品的调试点、故障点要少,不会出现漏油等现象.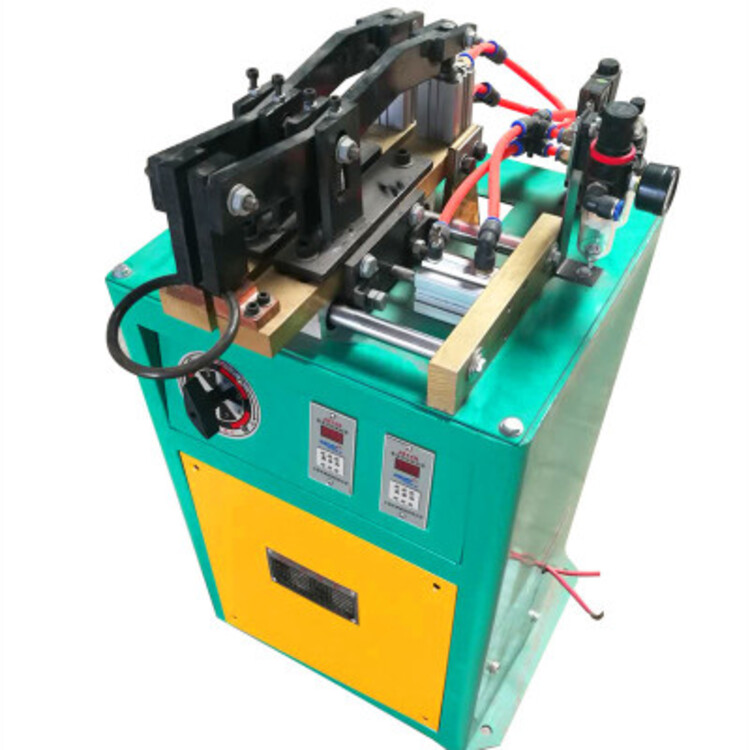
对焊机焊接范围
焊接适用范围广,原则上能锻造的金属材料都可以用闪光对焊焊接。例如低碳钢、高碳钢、合金钢、不锈钢等有色金属及合金都可以用闪光对焊焊接。焊接截面积范围大,一般从几十至几万mm2截面积都能焊接。
闪光对焊广泛应用于焊接各种板件、管件、型材、实心件、刀具等,应用十分广泛,是一种经济、率的焊接方法。
对焊机构造及工作原理
1、构造 对焊机主要由焊接变压器、左电极、右电极、交流接触器、送料机构和控制元件等组成。
送料机构是实现焊接过程中所需要的熔化及挤压过程,它主要包括槽中干、滑动平板和调节螺钉。当操纵杆在两级限位置中移动时,可获得电极的大工作行程。
控制元件的控制程序是:按下接触器按钮,接通继电器,使交流接触器作用,于是焊接变压器被接通。移动操纵杆使两焊件压紧,并通电加热。
2、工作原理。对焊机的电极分别装在固定平板和滑动平板上,滑动平板可沿机身上的导轨移动,电流通过变压器次级线圈传到电极上,当推动压力机构使两根钢筋端头接触到一起后,造成短路电阻产生热量,加热钢筋端头,当加热到高塑性后,再加力挤压,使两端头达到牢固的对接。
手动固定式钢筋对焊机铜铝杆碰焊机
更新时间:2022-01-07 03:00:02





收藏
举报













